
Porous metal meaning
What is porous metal?
Porous metal is a fine particle spherical powdered stainless steel sintered at high temperature and evenly covered with tiny air venting holes in all directions inside, also called porous steel or porous sintered metal, used in injection molds to vent air.
Porous metal examples

Most technical metals and their alloys have been created with porous structures, including iron, aluminum, nickel, copper, magnesium, titanium, zinc, lead, silver, gold, platinum, tantalum, and tungsten.

Non-porous metal examples
Examples of hard nonporous surfaces include stainless steel, metal, glass, hard plastic, and varnished wood. These types of materials are impervious to water and generally easier to wipe clean compared to porous materials.
Overview of porous steel
Porous metal factory condition: pre-hardened to HV350-400 (HRC35-40).
Stainless steel porous metal is a high-quality steel that vents and is produced by powder sintering technology. It contains a series of fine pores of 10 microns in diameter, which account for 20-30% of the total volume of the steel.
This special structure not only has the ability to vent/exhaust but also maintains the high strength, hardness and corrosion resistance required for injection moulds.
By inserting porous metal stainless steel at the right place in the injection mould, the injection problems caused by gas can be completely eliminated and the moulding process can be perfected.
In addition, porous metal has good mechanical properties, in the use and production of injection moulds, and can be used in general mould steel the same processing methods, such as cutting, grinding, electrical discharge machining, etc.
Stainless steel porous metal organisation formation
The formation of breathable steel is mainly made up of numerous steel balls extruded together (illustration) and, depending on the material of the product to be moulded, three different diameters of steel balls are designed to form three different types of breathable steel with different air holes.
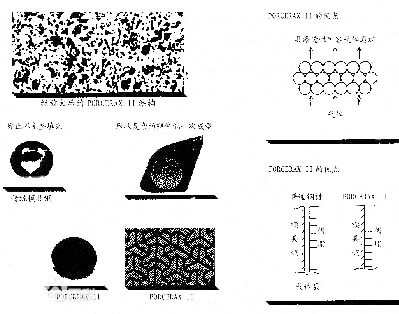
These evenly shaped steel balls are sintered at high temperatures and through a series of high-tech processing techniques to form the necessary material for plastic moulds that can pass through gas and have hardness and strength, which can be considered a revolutionary process for plastic moulds to solve the problem of air trapping.
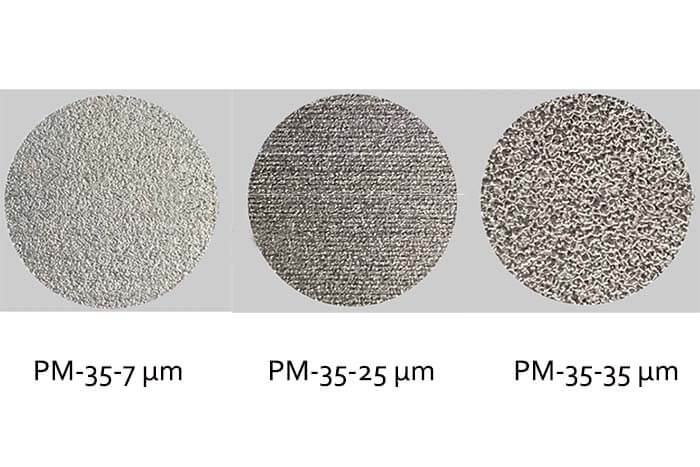
Stainless steel porous metal models
There are three models:
PM-35-7 micron (7μm small pore), PM-35-25 micron (25μm medium pore), and PM-35-35 micron (35μm large pore).
Composition of porous metal
Chemical composition % (for reference only)
Carbon: C0.012
Silicon: Si 0.07
Chromium: Cr 16.5
Nickel: Ni 1.2
Manganese: Mn 0.17
Molybdenum: Mo 1.9
Comparative standards and characteristics: Special sintered powder steels
Porous metal application:
For plastic and die-casting molds to solve quality and efficiency problems caused by trapped air.

Physical properties of stainless steel porous metal
| Model | PM-35 |
| Average pore size | 7micro;-3µm |
| Gasification volume | ~25% |
| Density | 6.3 to 6.5g/cm |
| Coefficient of linear expansion (at 20~150℃) | 12.0~12.5*10℃ |
| Coefficient of heat transfer (at room temperature) | 0.07~0.08cal/cm.sec.℃ |
| Flexural strength kgf/mm | 70 to 75 |
| Tensile strength kgf /mm | 45~50 |
| Hardness(HV) | 350-400 |
| Processability | Good |
Properties of stainless steel porous metal
- Porous steel reduces injection pressure and reduces forming and holding time.
- Porous steel reduces and eliminates the internal stress of the moulded part, preventing the deformation and warping of the product.
- The surface of plastic parts with skin pattern, due to high temperature and pressure generated by the bright skin pattern, breathable steel can solve the requirements of the matte surface.
- Due to the close fit of the mould parting surface, the breathable steel can solve the difficulties in opening the mould. It solves the problems of using ejector pins, inserts, etc., which do not provide enough surface area to accommodate the large amount of gas that may be generated, and avoids flying edges and other defects caused by using parting surfaces or other exhaust systems.
- Stainless steel porous metal can solve and alleviate more difficult forming problems due to off-set gates, uneven wall thicknesses and thin-walled products.
- Due to the high temperature of the forming material gas and rapid pressure in the mould cavity to produce scorching, flow marks, lack of material, air absorption caused by the deformation of parts and other defects can be fully resolved.
- Improve the moulding production efficiency, saving production costs.
What are the advantages of stainless steel porous metal?
Solving injection moulding problems
The permeability of stainless steel porous metal can be used to solve injection moulding problems such as air trapping, water trapping, incomplete filling, burrs, etc.
Reduced wastage
Stainless steel porous metal solves the injection moulding problem, not only by reducing the amount of wastage during production but also by reducing the damage to the mould.
Quality control
Products made from stainless steel porous metal are of good quality and dimensionally stable, reducing the need for post-processing and thus increasing productivity.
Energy saving
The air inside the mould cavity can be released smoothly through the holes in the mould, which reduces the pillow pressure and reduces energy consumption.
Rules for the use of stainless steel porous metal
Stainless steel porous metal may clog micro-porosity after grinding or any heavy cutting.
A soft cutting (soft cutting is a mode of cutting that exerts a slight force on the workpiece but does not produce changes in the surface structure), such as wire cutting, electric pulse and laser should be used, and the processing speed should be increased slightly during wire cutting.
Hard cutting can be used when machining large margins of stainless steel porous metal, but a margin of 0.1 to 0.2 mm must be left for soft machining to complete the process. When restoring the surface of stainless steel porous metal for ventilation, there are various methods of treatment.
- The best method of treatment for stainless steel porous metal is to use electrical discharge machining to clear the iron filings blocking the air permeation holes by mirror machining.
- By hand grinding with 420-grit sandpaper and then polishing with 1200-grit sandpaper.
- The treatment of the stainless steel porous metal is not only carried out on the front side of the inner mouldings of the stainless steel porous metal but also on the inner surface of the insert to restore the air permeability of the insert.
- Provide an air venting hole in the mould embryo where the stainless steel porous metal insert is connected.
For example, a 10mm vent hole and a maintenance air inlet on the back of a 30*30mm stainless steel porous metal insert.
Its function is 1. to export the gas out of the mould. 2. it should be regularly connected to the high-pressure air to remove the dirt, in order to keep the micro-hole of the stainless steel porous metal open.
When using the stainless steel porous metal as an insert, please try to maintain a ratio of 1/10 with the mould holder, i.e. the volume of stainless steel porous metal is 1 or more, and the volume of the mould holder is 10.
The thickness of the stainless steel porous metal insert should be kept between 30mm and 50mm and the permeability of the stainless steel porous metal insert will be affected by its thickness.
The position, size and number of inserts should be arranged appropriately on the mould. It is recommended to use them in dynamic moulds. The amount of air permeability of a stainless steel porous metal is proportional to the surface area, the larger the surface area, the greater the air permeability. The higher the height, the weaker the air permeability, so the diameter and thickness should be chosen appropriately.
After the air permeability has been restored, the oil must be removed from the surface and the interior of the material must be kept clean.
It is important to note that coolant flowing into the material during processing can block micro-pores for a long time and should be cleaned quickly after the process is completed.
Other methods of stainless steel porous metal oil removal
Take out the stainless steel porous metal from the mould and heat it to 100°C-150°C to allow the oil to vaporise and then rinse the surface with compressed air.
If the stainless steel porous metal insert component is connected to the mould frame, the surface can be flushed with compressed air through the exhaust port of the mould base to remove the oil from the surface.
When cutting, grinding or WIRE CUT, the cutting oil should be oily as far as possible. If water-soluble cutting oil must be used, the water in the steel should be removed as soon as possible after machining by the above methods of removing the oil.
When carrying out EDM wire cutting, it is best to use copper wire of 0.25mm diameter or above. However, if EDM wire with a diameter of 0.2mm or less must be used, the cutting speed must be increased by 1.5 times compared to normal.
Stainless steel porous metal cannot be soldered (burnished). The etching must be cleaned before and after the process. If you find that the permeability of a mould with a stainless steel porous metal insert component has deteriorated, try oil filtration to restore it.
Vacuum heat treatment may cause shrinkage or slight deformation of the stainless steel porous metal dimensions, so be careful to allow for machining.
Use carbide tools of the M class for cutting.
Stainless steel porous metal is not suitable for thermosetting plastic/rubber injection moulds.
Stainless steel porous metal is not suitable for use in moulds requiring a mirror finish.
Stainless steel porous metals should not be used with SILICONE release agents.
Rust inhibitor-protected stainless steel porous metals must be cleaned of any oil formed by the inhibitor before use.
The best way to use polishing is to use an ultrasonic machine.
800-1000# sandpaper or oil stones can solve minor blockages of micro-porosity, but care must be taken to clean up the abrasive material and to check the air permeability at all times.
After processing, clean the stainless steel porous metal with acetone. When assembling, do not use hard objects to knock directly, this will close the micro-hole, use hardwood or bronze and other pads to knock in.
After assembling, use acetone or paraffin to coat the surface as a medium, and use the air outlet into the high-pressure air to check the effect of air permeability. The entire surface of the stainless steel porous metal should be evenly and forcefully bubbling as normal.
If the air permeability is found to be reduced, it can be compensated by soft processing methods such as reinforcement machines, electric pulses, lasers, etc., and cleaned with acetone, which can be restored after complete drying.
As the stainless steel porous metal material is a net-like micro-porous organisation, it should not be used as a large area or overall mould structure, otherwise, it will cause a decrease in the accuracy of plastic products and mould life.
Tips for using stainless steel porous metal
Some customers using stainless steel porous metal think that the aperture of stainless steel porous metal is not big enough and the breathability is not enough, they can use the following methods:
Soak in concentrated nitric acid for 10-20 minutes, then rinse with water, then blow the water stains out with an air gun and dry at around 100 degrees.
If this is not good enough, repeat the above steps.
Caution:
- This cleaning process may reduce the outer diameter size and should be used before processing.
- If nitric acid gets on the skin, wash it off immediately with water.
Testing the hardness of stainless steel porous metal
- The simpler method is to use a file.
- Use the Richter surface hardness machine to accurately test the hardness of stainless steel porous metal.
Stainless steel porous metal solutions
- If there is plastic debris or tar blocking the micropores, use a suitable plastic dilution solvent and check the quality of the air permeability after one hour in high-pressure air.
- If there is oil blockage due to inserts, plastic additives, mold release agents, etc., the surface can be cleaned by acetone, etc., and then the effect can be checked by high-pressure air.
- If the above still does not solve the problem, the surface must be repaired by soft processing and cleaned with acetone and can be restored after complete drying.
Stainless steel porous metal does not solve the problem of flow marks and spots. Stainless steel porous metal only solves the problem of poor exhaust.
Besides the What is Porous Metal article, you may also be interested in the below articles.
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams
What Is The Difference Between Two-Platen Mold And Three-Platen Mold?