What is deep drawing process?
Deep drawing is a sheet metal drawing process method that uses a die to form sheet metal into an open hollow part or change it into a curved body. Deep drawing operation in sheet metal is widely used as one of the main stamping processes.
The mean of deep drawing, also known as drawing, stretching, calendaring, etc., is a mechanical drawing forming deep drawing metal stamping drawing process in metal forming.
The deep drawing forming process can be manufactured into a cylinder, step-shaped, conical, spherical, box-shaped, and other irregularly shaped thin-walled parts.
With other stamping and forming processes such as flanging, expanding, flaring, shrinking, etc., it can also manufacture parts of extremely complex shapes.
The stamping and forming process of making cup-shaped parts from flat slabs is also called drawing. Through deep drawing, cylindrical, spherical, conical, box-shaped, stepped, with flange, and other complex shapes of hollow parts can be made.
The combination of deep drawing and flanging, expansion, flaring, and shrinkage can be used to make more complex shaped stamped parts.
The auto body, fuel tank, basin, cup, and boiler head are all deep-drawn parts. Deep drawing equipment is mainly mechanical presses.
In the deep drawing process of the cylindrical workpiece, the slab is reduced from the initial diameter D 0 to the cylinder diameter of the stamped part. The size of the deep-drawing deformation is called the degree of deep-drawing deformation.
When the degree of deformation is large, the deformation force required for deep drawing may be greater than the strength of the side wall of the formed part, and the workpiece will be pulled off.
In order to improve the degree of deep-drawing deformation to produce satisfactory workpieces, often the degree of deformation is divided into two or more deep-drawing dies, and gradually reduce the diameter and increase the height.
What is the principle of deep drawing?
Due to the different geometry characteristics of the deep drawing parts, the location of the deformation zone, the nature of deformation, the distribution of deformation, and the stress state and distribution law of each part of the embryo in the deep drawing process have considerable, even essential differences.
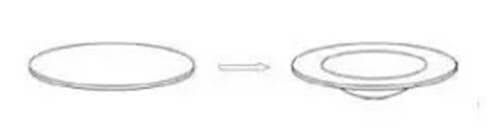
The flat or hollow embryo is placed between the concave die and the crimp ring under the action of the convex die, and the annular part of the embryo is plastically deformed and continuously pulled into the gap between the convex die and the concave die by the convex die to form the part.
The process of drawing a flat blank into a hollow part is called the first drawing, and the drawing of a larger-diameter hollow blank into a smaller-diameter hollow part is called the second drawing.
The deformation of the first deep drawing process occurs in the annular part, called the flange deformation zone, embryo deformation in the deformation zone of the circumferential direction (tangential) is compression deformation, radial elongation deformation;
The deformation area of the deep drawing again is also the ring-shaped area, and the width of the deformation area remains unchanged for a longer period of time, only the height of the area to be deformed is decreasing, and the deformation area is increasing.
When the height of the deformation zone is zero, the width of the deformation zone gradually decreases until the end of the deformation, the deformation in the deformation zone is similar to the first deep drawing, tangential compression deformation, and radial elongation deformation.
What are the characteristics of deep drawing?
The deep drawing process has high productivity, high material utilization rate, certain dimensional accuracy, and low surface roughness, and can manufacture deep drawing parts as small as a few millimeters (such as hollow rivets) and as large as several meters (such as automobile coverings) and thin-walled and complex parts that are not easily formed by other processing methods.
In the production of machinery, electronics, electrical appliances, instruments, automobiles, aviation, military products, and people’s daily necessities occupy a very important position.
What are the deep drawing methods?
Deep drawing of low barrel-shaped parts
For the shallow height of the deep-drawing parts, generally use the drop deep-drawing die for deep-drawing or the deep-drawing die with extruded edge drawing method; for the deep-drawing parts with deeper height and higher surface quality requirements, deep-drawing, shaping, and trimming methods can be used; or swing trimming or lathe trimming methods after deep-drawing.
Deep drawing of high cylindrical parts
For high cylindrical deep-drawing parts, generally use the several times again deep-drawing method, including without flange again deep drawing method, with a small flange again deep-drawing method and again after the deep drawing back-drawing method.
What is the basic structure of deep drawing?
The geometry of deep-drawing parts can be divided into three categories, such as rotating body parts deep-drawing, box-shaped parts deep-drawing, and complex shape parts deep-drawing.
Among them, the rotating body deep-drawing parts can be divided into cylindrical parts without flange, cylindrical parts with flange, hemispherical parts, conical parts, parabolic parts, stepped parts, and complex rotating body deep-drawing parts, etc.
The tool used to realize the deep drawing process is called a deep drawing dies. Compared with the punching die, the structure of the deep drawing die is relatively simple, the working part has large rounded corners, the surface quality is high, and the clearance of the convex and concave die is slightly larger than the thickness of the sheet.
Deep drawing process problems and troubleshoots
The wrinkling of the flat flange part of the deep drawing process
The wrinkling of the flat flange part refers to the wavy arching of the material along the tangential direction in this part during the deep drawing process. When the wrinkling phenomenon is slight, the material can be squeezed flat by the convex and concave die when it flows into the gap between the convex and concave die.
When the wrinkling phenomenon is serious, the wrinkled material cannot be squeezed flat by the convex and concave die, and the dangerous end surface will be broken when the deep drawing is continued due to the sharp increase of the drawing force, even if it is forced into the convex and concave die gap, it will leave wrinkles or gouges on the barrel wall of the drawn parts, which will affect the surface quality of the drawn parts.
Wrinkling is the result of the loss of stability of the plane flange part of the material by the action of tangential compressive stress during deep drawing.
Whether the deep-drawing wrinkling and the degree of deformation and the size of the deep-drawing force, the thickness of the material, the thick anisotropy index, crimping conditions, and other factors. The greater the degree of deformation, the greater the drawing force, and the more likely to produce wrinkles.
The greater the relative thickness of the material (t/D) × 100, the better the stability of the material, and the less likely to produce wrinkles. If the material thickness anisotropy index r is greater than 1, it means that the deformation of the material in the direction of width is easier than that in the direction of thickness, and wrinkling is less likely to be produced when drawing. r value is larger, the possibility of wrinkling is smaller.
In the deep drawing die, a rigid crimping device or elastic crimping device is used to apply crimping force to the material of the flat flange part when drawing, which can effectively prevent wrinkling.
The problem of pulling and cracking the dangerous section of the cylinder wall in the deep drawing process
Through the stress-strain analysis of the deep drawing process, it can be approximated that the barrel wall part is subject to one-way tensile stress.
At the beginning of deformation, the embryo at the mouth of the concave die becomes the thinnest, and when the material near the corner of the concave die starts to wrap towards the corner of the convex die, bending and expansion deformation occurs along the corner of the convex die so that its thickness continues to become thinner.
At the junction of the convex die corner and the straight wall, the first thickness minima of the deep-drawing part are formed; while the concave die corner is repeatedly bent and then thinned again to form the second minima of the thickness of the deep-drawing part.
When the drawing force is too large, the stress of the cylinder wall material reaches the limit of tensile strength, the cylinder wall will be cracked. As the thickness of the material is the thinnest and the hardness is the lowest near the intersection of the cylinder wall part and the bottom rounded part, this place is the dangerous section for pulling cracks. The pulling crack of deep-drawn parts generally occurs in the dangerous section.
Prevent pulling cracks, on the one hand, by improving the mechanical properties of the material, and improving the tensile strength of the cylinder wall; on the other hand, through the correct formulation of the deep drawing process and design of the mold, reduce the tensile stress on the cylinder wall.
16 deep draw forming types
When using stamping equipment for hardware stamping and drawing forming, the following 16 types are included.
Deep drawing process 1. Cylinder drawing process (Round drawing)
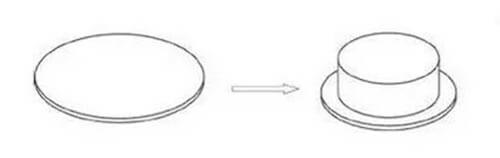
Drawing of cylindrical products with flanges.
The flange and the bottom are flat shapes, the cylinder side walls are axisymmetric, the deformation is evenly distributed on the same circumference, and the blank on the flange produces deep drawing deformation.
Deep drawing process 2. Ellipse drawing process
The deformation of the blank on the flange is tensile deformation, but the deformation amount and deformation ratio along the contour shape change accordingly. The greater the curvature of the part, the greater the amount of plastic deformation of the blank; conversely, the smaller the curvature of the part, the smaller the plastic deformation of the blank.
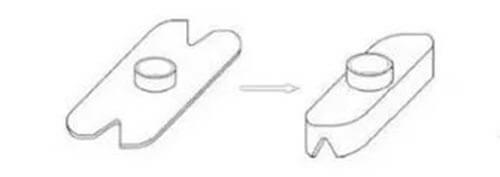
Deep drawing process 3. Rectangular drawing
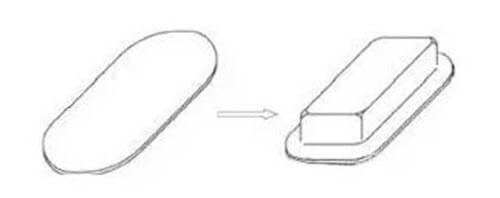
A low rectangular part is formed by deep drawing. When drawing, the tensile resistance at the rounded corner of the flange deformation area is greater than the tensile resistance at the straight edge, and the degree of deformation at the rounded corner is greater than the degree of deformation at the straight edge.
Deep drawing process 4. Triangle drawing
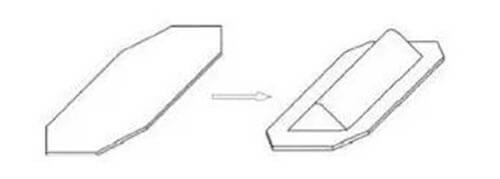
When the side wall of the stamped part is beveled, the side wall is suspended during the stamping process and is not attached to the die until the end of the forming process. The deformation characteristics of different parts of the sidewall are not exactly the same when forming.
Deep drawing process 5. Hill drawing
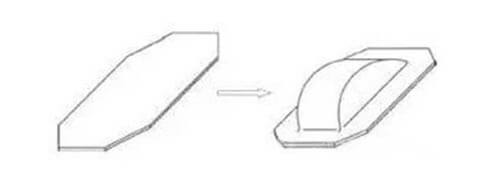
The deformation of the billet during the forming process is not a simple tensile deformation, but a compound forming in which both tensile and expansion deformation exist.
The deformation of the blank on the press surface is tensile (tensile stress in the radial direction and compressive stress in the tangential direction), while the deformation of the blank inside the contour (especially in the central area) is expansion deformation (tensile stress in the radial and tangential directions).
Deep drawing process 6. With flange hemisphere drawing
Spherical parts stretch, the blank and the top of the sphere of the convex mold local contact, the rest is mostly in the free state of suspension without constraints. Therefore, the main process problem of such spherical parts stretching is the serious thinning of the local contact part or the surface part of the instability of wrinkling.
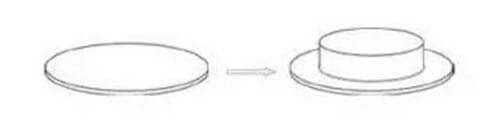
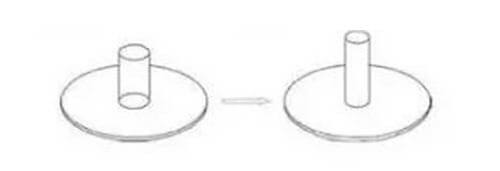
Deep drawing process 7. Flange drawing
The flange part of the product will be stretched through shallow processing. The stress-strain situation is similar to the compression flange. Due to the tangential compressive stress, easy to wrinkle, so the forming limit is mainly limited by the compression wrinkle.
Deep drawing process 8. Edge drawing
The edge part of the previous process stretching products for angular re-extension processing, such processing requires good plasticity of the material.
Deep drawing process 9. Deep drawing
More than the stretching limit of the drawing process products, need to go through two or more times to complete the deep drawing. After the former station depth direction of drawing forming products, in the depth direction of re-extension processing.
Wide flange stretching parts, the first stretching into the required flange diameter, in the subsequent drawing again, the flange diameter remains unchanged.
Deep drawing process 10. Taper drawing
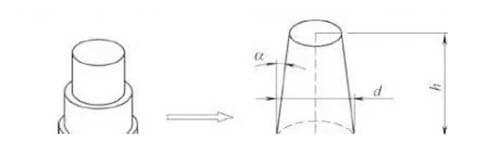
h/d>0.8, α =10°~30° deep tapered parts, due to the greater depth, the degree of deformation of the billet is larger, and the forming force is transmitted only by the local area of contact between the billet and the convex die, which is very likely to cause excessive local thinning and even rupture of the billet and needs to be gradually formed after several transitions.
The step drawing method is to first draw the billet into a step-shaped transition part, whose step shape is tangent to the inner shape of the conical part and finally expands to form a cone. The number of times the step transition parts is stretched and the process is the same as the drawing of the step cylindrical parts.
Deep drawing process 11. Rectangular redrawing
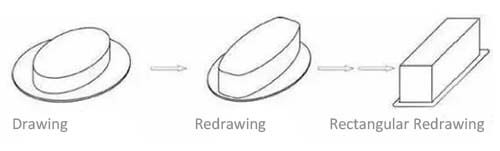
With multiple stretching and forming of high rectangular parts, the deformation is not only different from the deep cylindrical parts of drawing, and low box-shaped parts of the deformation are also very different.
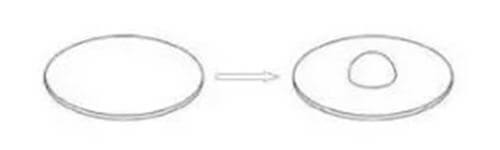
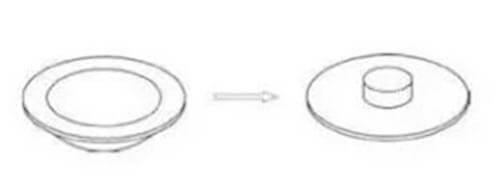
Deep drawing process 12. Surface drawing
Surface drawing and forming is a stamping and forming method that makes the outer flange part of a flat metal blank shrink and the inner flange part elongate to become a hollow product with a non-straight wall and non-flat bottom surface shape.
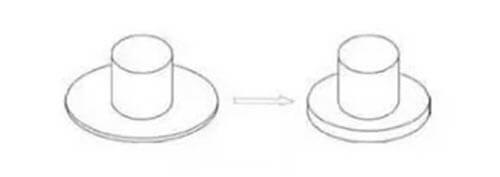
Deep drawing process 13. Step drawing
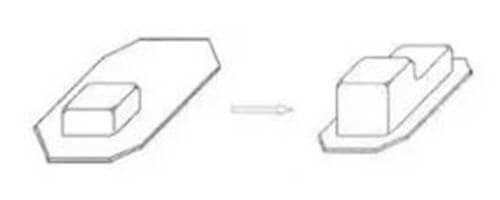
The left side of the initial stretching product is re-stretched and formed into the right side of the step-shaped bottom. The deeper part is deformed at the beginning of stretching and the shallow part is deformed at the end of stretching. In the step change, part of the side wall is easy to induce shear stress deformation.
Deep drawing process 14. Reverse drawing
The former process of drawing the forming of the workpiece, reverse drawing, is a kind of re-drawing. The reverse drawing method can increase the radial tensile stress, for the prevention of wrinkling can receive better results. It is also possible to improve the tensile coefficient of redrawing.
Deep drawing process 15. Thinning drawing process (Ironing)
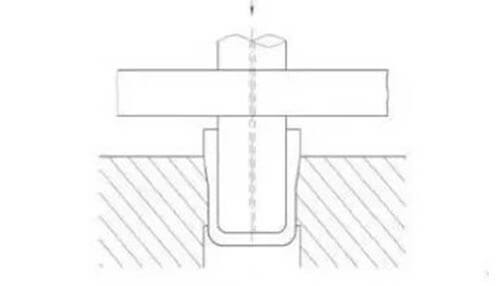
Different from ordinary drawing, thinning drawing is mainly in the drawing process to change the thickness of the cylinder wall of the tensile parts.
The gap between the convex and concave die is smaller than the thickness of the blank, the straight wall part of the blank is under a larger uniform compressive stress when passing through the gap, and the wall thickness is thinned during the stretching process while eliminating the deviation of the container wall thickness, increasing the smoothness of the container surface, and improving the precision and strength.
Deep drawing process 16. Panel drawing
Panel products are sheet metal stamping parts with complex surface shapes. In the drawing process, the blank deformation is complicated, and its forming nature is not simply drawing forming, but the compound forming of deep drawing and expansion at the same time.
What are the differences between deep drawing and stamping?
Deep drawing and stamping are two different processes that can produce parts according to the needs of the product. Here we listed 18 important differences between deep drawing and stamping.
Deep drawing is a sheet metal forming process that produces high dimensional accuracy and smooth surface finishes. Stamping is made by striking a sheet of metal with a die to form the desired shape.
Stamped parts are usually less accurate than deep-drawn parts and have a rougher surface finish. The following information will help you determine if deep drawing or stamping is better for your needs.
The following points illustrate the differences between deep drawing and stamping.
Accuracy
The accuracy of a deep-drawn part is measured by the thickness of the material and the radius of the inside corner. The deep drawing usually produces more accurate parts than stamping. A high degree of dimensional accuracy can only be obtained using single-point deep drawing. Stamped parts always have a rougher surface finish and lower dimensional accuracy than deep-drawn parts.
Surface finish
Deep-drawn parts usually have a smoother surface finish than stamped parts because there is only one deformation process in the positional manufacturing process. Stamping requires two processes (forming and recessing) to produce the part, resulting in a more complex and rougher surface finish. An embossing process can be added to enhance the appearance of the formed sheet metal part.
Nevertheless, it does not improve its structural properties because it only increases the material thickness without changing the shape or dimensions. The embossing process does not provide structural support for the part.
Bending
Deep-drawn parts are usually formed using a two-piece bending system to produce sharp-angle bends. A single-point extrusion die is the best type for deep drawing because it provides maximum dimensional accuracy and produces accurate bending angles. Stamped parts cannot produce the tight bends or angles that apply to many functional parts.
However, it is possible to stamp certain parts into the desired shape and then transfer them to another assembly fixture where they can be produced by bending, thus eliminating any additional operations while ensuring that quality remains high.
Production costs
Because two presses are required for operation, deep drawing is more costly than stamping equipment. A primary press is required for deep drawing and a second press is used for stamping. However, because deep-drawn parts are more accurate than stamped parts, they require less post-processing work, resulting in lower costs due to reduced scrap and labor costs.
Material thickness
On average, deep-drawn parts are thinner in cross-section than stamped parts due to the flow of metal during the forming process. Material is redistributed throughout the process, eliminating material buildup on the die walls, resulting in uniform distribution. This redistribution also enhances the flow of metal particles throughout the part, resulting in enhanced mechanical properties.
When designed for consistent strength, deep drawing provides better results because it redistributes the material. While stamping can also produce parts with uniform thickness, it is not as reliable and it is difficult to achieve a uniform thickness.
Design
When designing parts for deep drawing, designers must take into account that the process is limited by the bending and stretching of sheet metal. These limitations need to be considered when determining wall thicknesses, corner radii, and other features to ensure that the part can be successfully deep-drawn.
Complex parts with sharp bends are not suitable for deep drawing. Stamping does not have this limitation and can be used more freely without regard to the forming process.
Easy to manufacture
Parts for deep drawing can be produced quickly and easily on high-volume production lines. The process is simple and does not require extensive tooling changes. Stamped parts are more challenging to produce and often require more setup time. This results in longer lead times and higher production costs.
Mass Production
Deep drawing is better suited for high productivity. It is a fast and cost-effective way to produce large quantities in a short period of time.
The embossing process also plays an important role in mass production because it allows better control of the surface finish of the molded part. Stamping is limited in mass production due to low speeds, which makes them less efficient in high-volume production.
Strength
Deep-drawn parts are stronger than stamped parts because the stretching of the metal during deep stamping results in greater flexibility, which increases strength. The stamping process does not have the same ability to stretch metal, which results in less flexibility. This lack of flexibility makes stamped parts more prone to failure when subjected to high stresses.
The increased strength of a drawn part is a significant advantage over a stamped part. It is the preferred choice for applications requiring high reliability.
External appearance
One of the disadvantages of deep drawing is that it can sometimes lead to surface distortions such as wrinkles, stretches, and tears. While these distortions are not always visible, they can lead to a less-than-satisfactory appearance.
Stamping produces a smooth surface without distortion. From a purely aesthetic point of view, this makes stamped parts more desirable.
Formability
Deep drawing is considered to be a formable process because it can easily deform sheet metal into complex shapes. Stamped parts are not as formable as deep-drawn parts because the metal is not stretched, limiting its ability to deform into complex shapes. Parts that require deep drawing have higher formability than stamped parts.
Applications
Parts that require lightweight and a high strength-to-weight ratio are better suited for deep drawing. The deep drawing process results in parts with thinner cross-sections than stamped parts without sacrificing mechanical properties.
Parts requiring corrosion resistance should also be produced using deep drawing, as this process produces higher quality surface finish and dimensional accuracy. Stamped parts are not suitable for the production of parts with high strength-to-weight ratios and/or corrosion resistance.
Volume
Deep drawing is more suitable for high-volume production, while stamping is the preferred method when the number of parts is small. This is because stamping costs are lower than deep drawing and are more suitable for small production runs.
Deep drawing requires significant setup costs, but can be produced quickly in large quantities and is, therefore, best suited for mass production. Stamping uses less expensive equipment and requires very little labor to produce many parts.
Materials
Most deep-drawn parts are made from steel, aluminum, and copper alloys, while most stamped parts are made from mild or alloy steel. However, there are no hard and fast rules for this, and both processes can be used for a wide range of materials to produce a variety of components.
Forming
The final shape of a part depends on the method used to form it – deep drawing or stamping. As mentioned above, deep-drawn components are thinner in cross-section than stamped parts, which means they can be formed into more complex shapes. Tolerances for deep-drawn parts are also tighter than for stamped parts.
Manufacturing Process
The forming process for stamped parts is usually a one-step process. In contrast, deep-drawn part forming can include many steps, including die design, material preparation, undercutting, stretching, trimming, and inspection.
This means that the processing time for stamped parts is shorter than that for deep-drawn parts, which can significantly reduce costs. In addition, stamping requires less machine maintenance because it uses less force than deep drawing, thus reducing the operating costs of the process.
Post-processing
Once produced, stamped parts are ready for immediate use because no additional processing is required, unlike deep-drawn parts which require several post-treatment operations, including deburring, surface preparation, and painting.
Lubricants
When deep-drawing parts, they may come into contact with lubricants and fluids. Therefore, it is important to use materials that are resistant to these substances. This can be achieved by hardening or coating the material or by using less sensitive materials such as plastics and ceramics, which do not react easily with water and other chemicals.
Deep drawing is a metal-forming process that uses a punch and dies to stretch metal into the desired shape. The stamping process uses points and anvils to deform the metal. Stamped parts are not as formable as deep-drawn parts and are limited in mass production.
Deep-drawn components are stronger than stamped parts because the metal is stretched during the deep-drawing process. Stamped components are not as strong as deep-drawn components because they do not stretch the metal. Design features that require high formability are best suited for deep drawing.
Deep-drawn parts typically cost more than stamped parts, but that cost is offset by their higher strength-to-weight ratio and corrosion resistance.
Besides the What Is Deep Drawing, article, you may also be interested in the below articles.
Plastic Injection Molding vs. 3D Printing What’s the Difference?
Extrusion vs. Injection Molding, What Is The Difference?
Injection Molding vs. Thermoforming, What’s the Difference?
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams
What Is The Difference Between Two-Platen Mold And Three-Platen Mold?



