3-2-1 principle of location definition
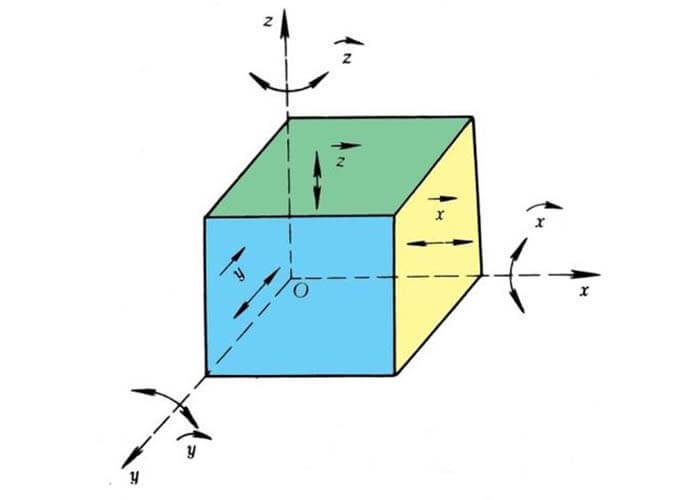
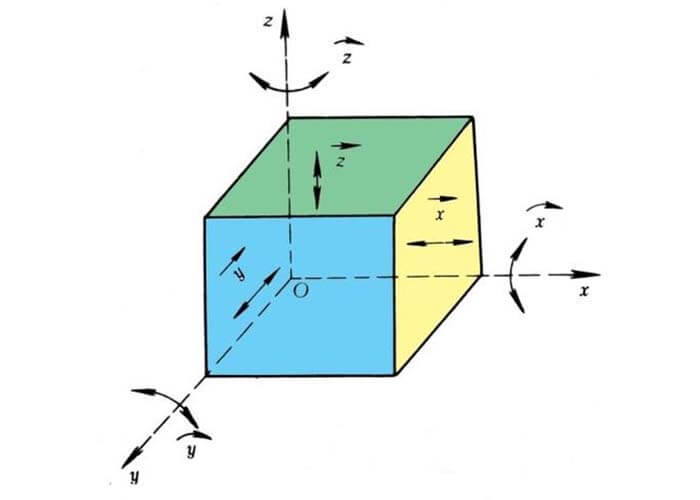
The 3-2-1 principle of location also called the six-point positioning principle, the 3-2-1 principle of location means that the workpiece has six degrees of freedom in space, i.e., the freedom of movement along the three right-angle axes of x, y, and z, and the freedom of rotation around the three axes.
To completely determine the position of the workpiece, it is necessary to eliminate these six degrees of freedom. Six support points (i.e., positioning elements) are usually used to limit the six degrees of freedom of the workpiece, with each support point limiting one of the corresponding degrees of freedom.
3-2-1 principle of location six-point positioning applications
The 3-2-1 principle of location six-point positioning principle is applicable to the positioning of workpieces of any shape; if this principle is violated, the position of the workpiece in the fixture cannot be fully determined.
When using the six-point positioning principle for workpiece positioning, it must be applied flexibly according to the specific processing requirements.
The arrangement of the positioning points will vary depending on the shape of the workpiece and the positioning surface, and the aim is to use the simplest positioning method to quickly obtain the correct position of the workpiece in the fixture.
What is the 3-2-1 principle of location six-point positioning principle for machine tool fixture workpiece positioning?
The 3-2-1 principle of location six-point positioning principle uses six constraint points arranged according to certain rules to limit the six degrees of freedom of the workpiece so that the workpiece is fully positioned.
Depending on the position of the machined surface, sometimes all six degrees of freedom of the workpiece need to be restricted, which is called complete positioning. Sometimes less than six degrees of freedom need to be restricted, which is called incomplete positioning.
Complete and incomplete positioning are the normal cases of positioning.
If a degree of freedom to be restricted is not completely restricted or a degree of freedom is repeatedly restricted by two or more constraints according to the position and dimensional requirements of the machined surface of the workpiece, it is called an abnormal situation.
The former is also called under-positioning, which cannot guarantee position accuracy and is not allowed; the latter is called over-positioning, which is also generally not allowed.
Typical positioning methods, positioning components, and devices
Plane positioning:
Supporting nails and support plates
Adjustable support and self-positioning support
Auxiliary support
The hole positioning:
Mandrel positioning (① tapered mandrel; ② rigid mandrel)
Positioning pin
External positioning:
Centering positioning
V-shaped block positioning
3-2-1 principle of location workpiece positioning methods
3-2-1 principle of location – Complete positioning
All six degrees of freedom of the workpiece are limited by the positioning elements in the fixture, and the workpiece occupies the only position that is completely determined in the fixture.
3-2-1 principle of location – Incomplete positioning
Depending on the machining requirements of the workpiece surface, the number of positioning support points can be less than six.
Some degrees of freedom have an impact on the machining requirements, while others have no impact on the machining requirements, and this positioning situation is called incomplete positioning. Incomplete positioning is allowed.
3-2-1 principle of location – Under-positioning
Positioning in which the degrees of freedom that should be restricted according to the machining requirements are not restricted is called under-positioning. Under-positioning is not allowed. This is because under-positioning does not guarantee the machining requirements.
3-2-1 principle of location – Over-positioning
Positioning in which one or more degrees of freedom of the workpiece are repeatedly restricted by different positioning elements is called over-positioning.
Overpositioning is also usually not allowed. Overpositioning should not be used when it causes deformation of the workpiece or the positioning elements and affects the machining accuracy.
However, over-positioning can be used when it does not affect machining accuracy but is beneficial to improve machining accuracy. All kinds of clamping and machining are used.
3-2-1 principle of location Six-point positioning essence
The essence of workpiece positioning is to make the workpiece occupy a definite position in the fixture, so the problem of workpiece positioning can be transformed into the problem of deciding the position of rigid body coordinates in the spatial right-angle coordinate system to discuss.
In the spatial right-angle coordinate system, the rigid body has six degrees of freedom, namely three degrees of freedom for moving along X, Y, and Z axes and three degrees of freedom for rotating around these three axes.
The six degrees of freedom of the workpiece are limited by six reasonably distributed support points to make the workpiece occupy the correct position in the fixture, which is called the six-point positioning rule.
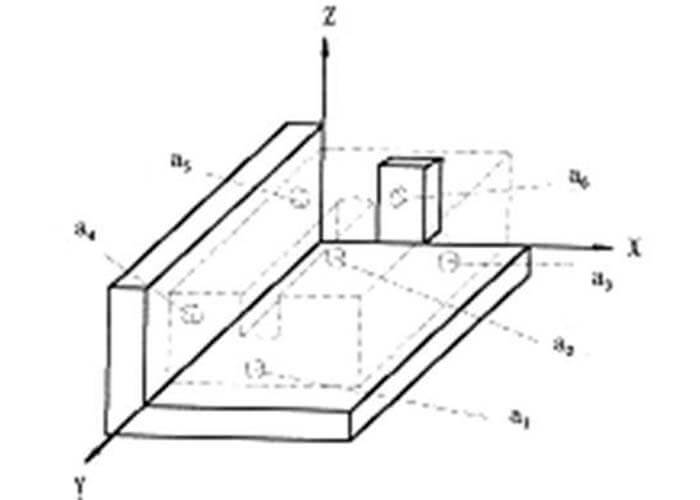
The six-point rule is often illustrated by the example of milling a non-slot shown in Figure 1.
a1, a2, a3 three points embody the main positioning surface A, limiting the freedom of rotation in X and Y directions and the freedom of movement in the Z direction.
points a4 and a5 embody side B, which limits the freedom of movement in the X-direction and the freedom of rotation in the Z-direction.
Point a6 embodies the thrust surface C, which limits the freedom of movement in the Y direction.
In this way, all six degrees of freedom of the workpiece are restricted, which is called complete positioning.
Of course, positioning only ensures the position of the workpiece in the fixture but does not guarantee that the workpiece does not move during machining, so clamping is also required.
Positioning and clamping are two different concepts.
3-2-1 principle of location Six positioning principle measures
- Improving the machining accuracy of the fixture positioning surface and workpiece positioning reference surface is the fundamental method to avoid over positioning.
- Since there is a certain limit to improving the machining accuracy of the fixture when two positioning methods are used to combine positioning, one positioning method should be the main one to reduce the interference of the other positioning method.
Such as using a combination of a long arbor and small end face or short arbor and large end face, or when the workpiece is positioned with a double hole on one side, a pin is used with a diamond-shaped pin, etc. In essence, this is another way to improve the accuracy of the fixture positioning surface.
- Using the gap between the workpiece positioning surface and the fixture positioning surface and the elastic deformation of the positioning element to compensate for the error and mitigate the interference.
In analyzing and judging whether the two positioning methods are interference or over-positioning under the action of error, a comprehensive calculation of error, clearance, and elastic deformation must be made, while the correct judgment can be made according to the machining accuracy requirements of the workpiece.
In a broad sense, as long as the adopted positioning method can make the workpiece position accurately and ensure the machining accuracy, then this positioning method is not over-positioning and can be used.
Besides the What is the 3-2-1 Principle of Location article, you may also be interested in the below articles.
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams
Auto Parts Stamping Die Design Concept



