Today, we talk about the 2K injection molding technology, a molding method in which two different colored plastics are injected into the same mold.
2K injection molding wiki
Double Injection, sometimes known as 2 material 2 shot molding or 2K molding, is an innovative manufacturing process used to produce complicated molded parts from two different materials.
You can improve the practicality and aesthetics of plastic parts by displaying them in two different colors, or by displaying regular patterns or irregular moire-like patterns on plastic parts.
Principle of 2K injection molding
Double mix color 2K injection molding
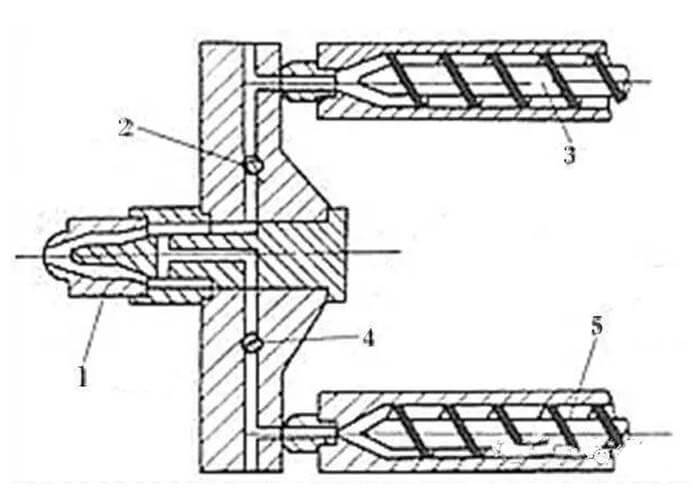
There are two barrels, and the structure and usage of each barrel are the same as a normal injection-molded barrel. Each barrel has its own passageway that connects to the nozzle, and on-off valves 2 and 4 are also attached to the nozzle passageway.
During molding, after the melt is plasticized in the barrel, open/close valves 2 and 4 control the order of the melt entering the nozzle and the proportion of material discharged, then the nozzle is injected into the mold cavity increase. Various plastic injection molding products with different color mixing effects can be obtained.
Double pattern 2K injection molding
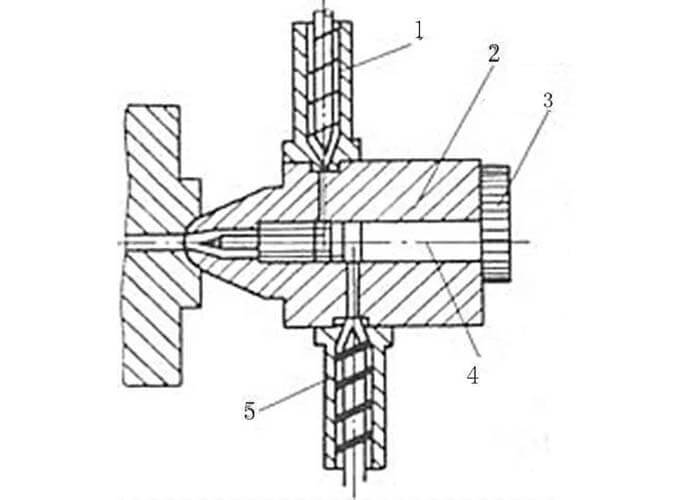
Also, there are two barrels 1 and 5, and the nozzle structure is a little special. In addition to the normal nozzle function, it can also be rotated by gear 3 attached to the rear.
During molding, different colored melts are plasticized in barrels 1 and 5, gear 3 rotates the rotating shaft 4, and different colored melts alternately enter the mold cavity to obtain different colors and colors. A patterned plastic product that radiates from the center to the periphery.
2K injection molding requirements
2K injection molding material requirements
Matching materials for two-shot injection molding must meet two basic compatibility requirements: adhesive compatibility and process compatibility.
2K injection molding process requirements
Soft and hard rubber double shot design
There must be a constant temperature difference between the melting points of the two materials. Normally 60 ° C is recommended, and at least 30 ° C is recommended. The material of the first shot has a high melting point temperature. Usually, the first shot is a PC. Or on PC / ABS, the second shot is TPU or TPE. , PC thickness is 0.6-0.7mm, the software is over 0.4mm.
Widen the contact area, make grooves to increase adhesion, use core pull on the first shot, inject the material of the second shot into the first shot, mold the first shot Make the surface of the surface as rough as possible.
Transparent and opaque double shot design
Small lens double shot design: The first shot is opaque, the second shot is the lens, the first shot is as high as possible and the second shot is PMMA.
Transparent and opaque dual shot design for decoration: the first shot is an opaque material, the second shot is a transparent material, the opaque material is usually hot PC, the second shot transparent material is PMMA or PC. Your PC should be sprayed with UV to protect it. PMMA can be UV or enhanced. If there are letters on the surface, you need to select UV.
Mold requirements
Two-color mold: A mold that injects two plastic materials into two molding machines with the same injection molding machine, but the product is injected only once.
This type of molding process, also commonly referred to as two-component injection molding, is usually completed with a set of molds and requires a special two-color injection molding machine. Generally, there are the following requirements:
- The two female shapes are different and the products must be formed separately, but the two male shapes must be exactly the same.
- The molds on the front and back of the mold must be rotated 180 ° from the center and then aligned.
- The total thickness of the front mold panel and A board must be 170mm or more. It is necessary to carefully check the maximum mold thickness, minimum mold thickness, KO hole distance, etc.
- The nozzle of the plate mold should be designed to release the mold automatically.
- When designing a master mold for the second injection, some avoidance can be designed so that the second master mold does not damage the bond position of the first molded product. However, the strength of each seal position should be carefully considered (that is, in injection molding, can the plastic deform at high injection pressures and crack in the second injection?).
- For injection molding, you can slightly increase the size of the first injection molded product and press firmly with another male mold during the second molding to achieve a sealing effect.
- Watch out if the plastic flow impacts the first formed product and deforms the position of the adhesive during the second injection.
- Before closing the A and B boards, pay attention to whether the front mold slider or tilted top is reset first and the product is crushed.
- The arrangement of the two female and male water transports is as sufficient and balanced as possible.
- At 99%, the soft rubber is easily deformed, so the hard rubber part of the injection product is injected first, and then the soft rubber part of the injection product is injected.
Difference between 2K injection molding and two-shot injection molding
- The 2K injection molding is injection molded with a two-color machine that can be molded at once, and materials different from the two-color effects are possible. The two-shot injection molding is completed with a normal injection molding machine, but this time the molded product is taken out. Then put it in another injection molding machine and mold it again.
- The 2K injection molding has two sets of molds, and the rear molds are the same and can be replaced. There are no requirements for the two-shot injection molding.
You may also be interested in the below articles.
Summary Of 50 Injection Mold Structure Operation Dynamic Diagrams
Auto Parts Stamping Die Design Concept
18 FAQ Of Injection Molding Machine Mold Clamping